
服务热线:
13930894819
服务热线:
13930894819
地址:河北省保定市莲池区五尧乡丰台村村北
电话:13930894819 13930808766
E-mail:942707869@qq.com
http://www.zhuojinjixie.com

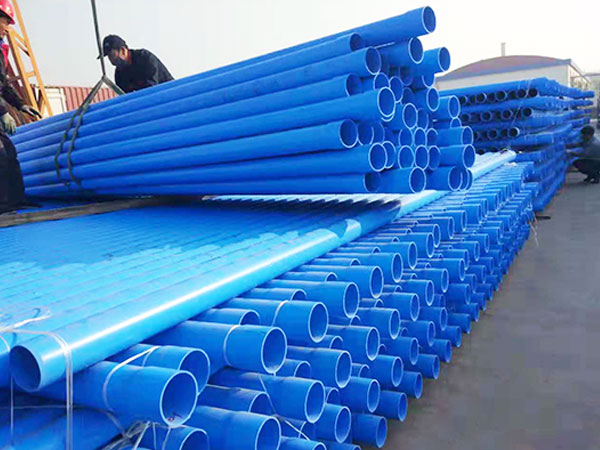
PVC井管的成型使用SG-5型PVC树脂,并加入稳定剂、润滑剂、填充剂、颜料等,这些原料经适当的处理后按配方进行捏合,若挤管采用单螺杆挤出机,还应将捏合后的粉料造成粒,再挤出成型:若采用双螺杆挤出机,可直接用粉料成型,加工PVC开槽管工艺流程如下:生产流程原料+助剂配制→混合→输送上料→强制喂料→锥型双螺杆挤出机→挤出模具→定径套→喷淋真空定型箱→浸泡冷却水箱→油墨印字机→履带牵引机→抬刀切割机→管材堆放架→成品检测包装。

井管外径必须小于200mm,且大于抽水泵体的最大外径50mm,造孔孔径必须小于650mm。 造孔工程PVC开槽管施工可采用泥浆护壁进行造孔,钻孔中泥浆的比重可保持在1.10~1.15,最好采用地层自然造浆。钻孔倾斜超过1%则为要不得。最终孔后,必须漂亮地孔,直至泥浆内不再含有泥块。井管安装要准确,不要损坏过滤结构。在过滤管的上下部分别放入一组扶正器,清洗过滤器,使过滤器的间隙均匀。井管的连接应确保完整的间隙,避免井管脱落或泄漏,保证井管周围砾石的厚度基本一致。PVC开槽管施工用活塞和空气压缩机交互清洗供水井,供水井清洗完毕后,按设定要求的检验指标进行检验抽水泵安装牢固,泵轴垂直,连续抽水时,泵的抽油口应比供水井内的声干扰水位低2.0m。

通过混料系统将管材所需各种原料经热混、冷混等步骤均匀混合后,吹入干料仓中待用。PVC开槽管施工用风机将料吸入主机下料斗,通过各种不同的加料方式送入挤出机,物料在挤出机中通过螺杆的剪切和外热的作用,平均塑化后进入挤出机机头,物料在机头中被赋予一定的形状,并进一步塑化后离开挤出机。管材定型可采用内压和真空定径两种方法。现普遍采用的是真空定径法。在机头初步成型后的管材首先进入喷淋定径箱,加工PVC开槽管经过定径套,通过在管材外壁与喷淋定径箱内抽真空,使管材受内压而紧贴定径套套内壁,同时管材在喷淋水的作用下冷却成型。

PVC管材能够经久不衰的另一个原因,是因为加工PVC开槽管是一种环保型的产品。众所周知,制碱业是化学工业的基础,单就我国而言每年的烧碱产量就有900万吨。通过电解食盐制造烧碱的过程中会产生大量的氯气,氯气是一种有毒有、有害、刺激性气味的气体,如果不慎泄漏到大气中对空气、对环境、对周围的生物都会造成严重的危害,所以必须把产生的氯气消化掉,而生产制造聚氯乙烯树脂则是大量消耗氯气的最好的方式。因而从国家的宏观政策和大环保的角度来看,聚氯乙烯是国家着力发展和保护的环保型产品。

打孔滤水管又称过滤器、过滤器、通称花管。在含水层部分沉着的透水性管道。加工PVC开槽管不仅可以进水,还可以避免井壁周围的土和岩石粒子流入井内堵塞井管,具有一起支撑井壁保护的效果,可以正常利用抽水孔。部分坚固裂缝、溶隙含水层井壁稳定,无稀疏填充物,抽水时无需设置过滤水管,稀疏空隙含水层和破碎的岩土含水层均应设置适用的过滤水管。在农业供水井中也经常使用水泥砂砾滤水管,民井的砖井壁实际上也有过滤水和净化水资源的效果。在大型国家项目中使用高质量的朝阳PVC开槽管,例如南水北调项目、奥运潜水场所-水立方、东西运输项目等。
根据漏水情况,PVC-U管道维修可采用换管、套补粘接、玻璃钢法和焊接等方法修补:1、加工PVC开槽管套补粘接法主要是针对管道穿小孔和接头渗漏的情况。选用相同口径的管材长约15~20cm,将其纵向剖开,按粘接接头的程序将套管内面和被补管材外表打毛,涂胶后套在漏水处贴紧即可。2、朝阳PVC开槽管大面积损坏的需更换整段管道,可采用双承口(活接管管件)连接更换管道的方法。此方法施工时应注意要将插入管端倒角形成坡口,并且原有管段和替换管道的插入管端都要标刻插入长度标线。3、玻璃钢法是用环氧树脂加固化剂配成树脂溶液,用玻璃纤维布浸上树脂溶液后再均匀地缠绕在管道或接头渗漏处,经固化后成为玻璃钢即可止水补漏。有条件时还可在漏水点处加上不锈钢箍夹以夹紧玻璃纤维布。

