
服务热线:
13930894819
服务热线:
13930894819
地址:河北省保定市莲池区五尧乡丰台村村北
电话:13930894819 13930808766
E-mail:942707869@qq.com
http://www.zhuojinjixie.com

1:须采用悬吊下管工艺。2:下管前稀释泥浆,使用比重不大于1.2T/M3,以免堵塞桥式滤水管的缝隙,而使滤水管内外形成较大的压力差,在这种情况下,加工钢塑管件就有变形的可能。现场使用包扎棕皮,尼龙网更容易产生这种情况。所以,使用中要特别注意避免滤水管内外形成较大的压力差。3:下管前应仔细检查水管是否在搬运过程中擦扁,需要加以调整。4:钢塑管件施工下管操作要平稳,若管遇阴时,要人力扭转一定角度在下,同时检查滤水管是否由于受阻而变形。若因受阻不能下入不得强行下管。5:一般情况下,要采用压缩机洗井,若需采用活塞洗井,拉活塞时要轻松放,特别注意避免猛提、猛拉,以免使管子内外形成较大的压力差而使管子发生形变。

PVC管常被用作穿线管,通常使用软PVC管,管材的韧性好,延展性佳,常见尺寸为16mm,20mm,25mm,30mm,40mm,50mm。作为排水管的加工钢塑管件性能要求是最高的,不仅要表面硬度好,符合安全系数,抗拉强度和抗老化性要求也很高。为了满足工业排放要求,PVC管还要具有一定的耐酸碱性。排水管的公称直径是所有PVC管中最大的,家居环境一般使用160mm以下的即可,主排水管道和工业场所可以选200mm,250mm,315mm,400mm,500mm等尺寸。银川钢塑管件作为送水管使用也很广泛,即可用在家居环境,也可以用在商业场所,和工业领域中。送水管是使用的硬PVC管,这种水管的强度好,抗老化性强,使用寿命长。送水管的公称直径比穿线管大一些,但是没有排水管大。通常有20mm,25mm,32mm,40mm,50mm,63mm,75mm,90mm,110mm,200mm等。家居环境中使用的要小一些,工业环境中送水量最大。

通过混料系统将管材所需各种原料经热混、冷混等步骤均匀混合后,吹入干料仓中待用。钢塑管件施工用风机将料吸入主机下料斗,通过各种不同的加料方式送入挤出机,物料在挤出机中通过螺杆的剪切和外热的作用,平均塑化后进入挤出机机头,物料在机头中被赋予一定的形状,并进一步塑化后离开挤出机。管材定型可采用内压和真空定径两种方法。现普遍采用的是真空定径法。在机头初步成型后的管材首先进入喷淋定径箱,加工钢塑管件经过定径套,通过在管材外壁与喷淋定径箱内抽真空,使管材受内压而紧贴定径套套内壁,同时管材在喷淋水的作用下冷却成型。

PVC-U塑料管是氯乙烯单体经聚合反应而制成的无定形热塑性树脂加一定的添加剂组成。加工钢塑管件除了用添加剂外,还采用了与其它树脂进行共混改性的办法,使其具有明显的实用价值。这些树脂有CPVC、PE、ABS、EVA、MBS等。UPVC的熔体粘度高,流动性差,即使提高注射压力和熔体温度,流动性的变化也不大。另外,树脂的成型温度与热分解温度很接近,能够进行成型的温度范围很窄,是一种难于成型的材料。PVC-U塑料管弯曲性能优良,机械强度,良好的化学耐腐蚀能力,抗老化,耐温。钢塑管件施工承载能力:PVC-U塑料管可以承受脚踩的重压,不断裂。PVC-U塑料管应用领域:电线套管,装饰套管,适用于液体和油料的输送,电源线保护,汽车线束的保护,机床机械,自动化仪表等。

PVC-U管材的分子理论:脆性破坏的分子理论认为材料的破坏是一个松弛过程,宏观断裂是微观化学键的断裂和热活化过程。当破裂的化学键达到一定数目后,材料便失去了承载能力,从而发生断裂。即当原子热运动的能量超过束缚原子间的壁垒时,会使化学键解离。加工钢塑管件的裂缝理论:由于所有实际存在的材料表面不可能不存在裂缝和缺陷(如表面划痕、晶界、相界面等),因而断裂的裂缝理论认为,这些裂缝和缺陷会使应力集中于裂缝的尖端处,而远高于管材受到的平均应力。当银川钢塑管件达到和超过某一临界条件时,裂缝会失去稳定性而发生扩展,最终在最低的名义应力下引起材料的断裂。
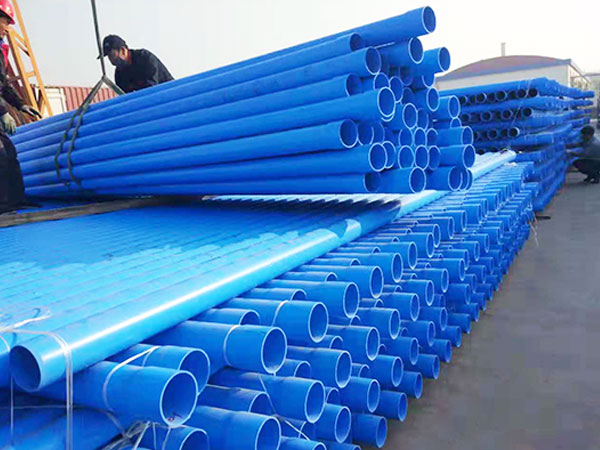
水文地质钻探及供水管井的工程建设中会常用到井管这种金属材料,加工钢塑管件一般是指保护井壁的套管,也叫井壁管,对井壁进行保护用;有时也泛指套管与滤水管两者而言。银川钢塑管件按其制造原料之不同,有钢管、铸铁管、水泥石棉管、水泥砾石管、陶瓷管、矿渣管、塑料管、玻璃钢管等。深井均需采用钢管,深度很大的井(300米以上)需要无缝钢管;农田水利供水井分别有使用铸铁管,水泥石棉管,陶瓷管;大口径的供水浅井常采用铸铁管等。玻璃钢管因其饮用水卫生问题不能用于生活用水的水井,它的成本也比较高。

